「アルミを溶接すると必ず歪んでしまう」「他社に断られたアルミ溶接品の発注先を探している」——そんなお悩みをお持ちの設計・調達担当者の方は多いのではないでしょうか。
アルミは鉄やステンレスと比べて熱伝導率が高く、溶接時に歪み・縮みが発生しやすい素材です。しかし、正しい対策と十分な実績データがあれば、アルミ溶接の歪みは大幅に抑えることができます。
石川県小松市に拠点を置く株式会社岩本鉄工所は、板厚t1.0〜20mmのアルミ板金加工・溶接に取り組んできました。本記事では、他社に断られた難しいアルミ溶接案件を当社がどのように解決してきたか、その実践的な方法をご紹介します。
なぜアルミ溶接は歪みやすいのか——3つの素材特性
アルミ溶接の歪み対策を考える前に、まず「なぜ歪むのか」を理解しておくことが重要です。主な原因は以下の3点です。
① 熱伝導率が鉄の約3倍、ステンレスの5倍以上
アルミは熱の伝わりが非常に速く、溶接箇所に熱を加えた瞬間に部材全体が高温になります。局所的な加熱・冷却の繰り返しが不均一な膨張・収縮を生み、これが歪みの根本原因です。
② 融点が低く(約660℃)、溶け落ちのリスクが高い
鉄(約1,500℃)やステンレス(約1,400℃)と比べ、アルミの融点は660℃ときわめて低い。薄板では特に、わずかな電流・速度のズレが溶け落ちや穴あきにつながります。
③ 酸化被膜(融点約2,000℃)が溶接を妨げる
アルミ表面には常に酸化被膜が形成されており、その融点はアルミ本体の約3倍。溶接前の酸化被膜除去や、TIG溶接のクリーニング作用を適切に使わないと溶接不良(ブローホール・溶け込み不足)が発生します。
ポイント:これらの特性が重なるため、アルミ溶接は「溶接できる」だけでは不十分で、歪みを制御する技術・データ・治工具の三位一体が不可欠です。
岩本鉄工所が実践するアルミ溶接 歪み対策3つの方法
当社がこれまで対応してきたアルミ溶接案件の中には、「精度要求が厳しすぎる」「歪みが制御できない」という理由で他社に断られたものが複数あります。そうした難しい案件を解決するために実践している方法が以下の3つです。
対策① 溶接順序・方向の最適化
アルミ溶接では、「どこから・どの方向に溶接するか」が歪みの出方を大きく左右します。当社では製品の形状・板厚・溶接箇所数を事前に分析し、熱が均等に分散されるよう溶接順序を設計しています。
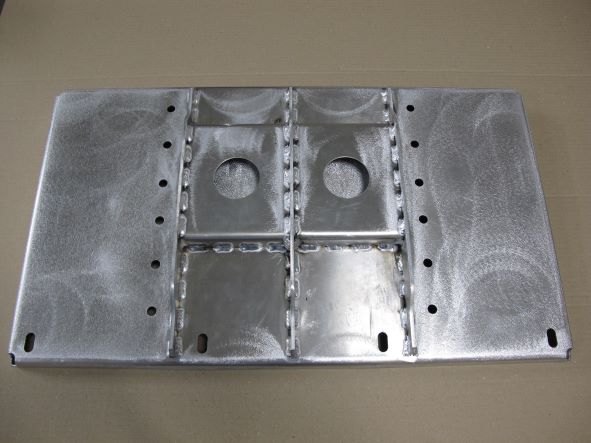
具体例:複数部品を組み合わせた溶接構造品では、対角線上に順番に溶接を進める「飛び石溶接」や、断続的に溶接する手法を採用することで、一方向への熱集中を防ぎます。もしくは部品点数の数によって数点ずつのユニットを溶接品としてとらえて加工を行い、ユニットごとでの歪み取り・精度だしを行った後に、各ユニットを接合するための溶接を行うことで、溶接点数が多く、溶接個所も多いアルミ溶接構造品についても要求精度をクリアしています。例えば、下記のような事例がそれにあたります。

対策② 縮みデータの蓄積と寸法への反映
アルミは溶接後の冷却時に一定量「縮む」という特性があります。この縮み量は素材・板厚・溶接方法によって異なり、データとして蓄積することで精密な寸法管理が可能になります。
当社では長年の加工実績から蓄積した縮みデータをもとに、溶接前の段階で寸法を意図的に「縮み代」分だけ大きく設定し、溶接後の完成寸法が図面通りになるよう管理しています。
縮みデータの活用イメージ
| 素材 | 板厚 | 溶接方法 | 縮み量の目安 |
|---|---|---|---|
| A5052/5083 | t2mm | TIG溶接 | 0.1% |
| A5052/5083 | t4mm | TIG溶接 | 0.1% |
| A5052/5083 | t6mm | TIG溶接 | 0.1% |
※上記は目安値です。製品形状・溶接長さ・環境条件により変動します。詳しくはお問い合わせください。
対策③ TIG溶接の電流・速度の精密コントロール
アルミTIG溶接では、電流値・溶接速度・アーク長の3つのパラメータが歪みの大きさと溶接品質を決定します。これらを素材・板厚・製品形状に合わせて精密に設定することで、必要最小限の熱入力で確実な溶接が可能になります。
当社の取り組み:溶接工一人ひとりが素材・板厚別の最適パラメータを習得しており、製品ごとに溶接条件を作業指示書に電流・電圧データを残して管理。ベテランの技能をチーム全体で共有する仕組みを整えています。
箱形状でTIG溶接のトーチが、箱の側面板などに干渉(接触)することで溶接ビートの形状が出しづらくなり、溶接ができないといった場合があります。その場合には、TIG溶接ではなく、MIG溶接を行ったり、部品形状の変更や溶接位置の変更をVA提案の一貫としてご提案いたします。
他社が断ったアルミ溶接案件を解決した事例
当社にはこれまで「他社に断られた」という経緯でご相談をいただいた案件が複数あります。その中から一例をご紹介します。
岩本鉄工所のアルミ溶接・板金加工 対応スペック一覧
| 対応素材 | A1100・A5052・A5083・A6063・A6061 等 |
|---|---|
| 対応板厚 | t1.0〜20mm(製品による) |
| 寸法精度 | ±0.5mm(製品サイズ・形状による) |
| 溶接方法 | TIG溶接・ファイバーレーザー溶接・ロボット溶接・MIG溶接 |
| 加工工程 | レーザー切断→曲げ→溶接→組立(一貫対応) |
| 対応ロット | 試作1個〜量産対応 |
| 主な用途 | 建設機械・特殊車両・産業機械・マテハン・防衛 |
| 表面処理 | アルマイト・塗装(協力工場と連携) |
| 品質認証 | ISO9001認証取得 |
| 所在地 | 石川県小松市(全国対応) |
アルミ溶接・板金加工のご相談はお気軽に
「他社に断られた」「精度が出なくて困っている」——そんなアルミ溶接のお困りごと、まずはご相談ください。図面がない段階でもご対応可能です。
📞 0761-22-1486(8:30〜17:00 土日祝除く)
お問い合わせフォームはこちら / 技術資料(VA/VEハンドブック)の無料請求はこちら
アルミ溶接の歪みに関するよくある質問
Q. アルミ溶接の歪みはゼロにできますか?
完全にゼロにすることは困難ですが、溶接順序の最適化・縮みデータの活用・電流コントロールの組み合わせにより、大幅に抑制することが可能です。当社では±0.5mmの寸法精度での納品実績があります。精度要求の厳しいケースはまずご相談ください。
Q. 他社に「対応できない」と断られたアルミ溶接でも相談できますか?
はい、お気軽にご相談ください。当社には他社から断られた案件をお受けして解決してきた実績があります。まず図面または製品仕様をお送りいただければ、対応可否と方法についてご提案いたします。
Q. アルミ溶接で精度が出にくい原因はどこにありますか?
主な原因は「縮みデータを持っていない(寸法見込みができない)」「溶接順序が最適化されていない」「電流・速度管理が属人的になっている」の3点です。当社はこれらすべてに組織的に対応しています。
Q. 試作1個から対応できますか?
はい、1個からご対応可能です。試作後に量産へ移行する案件も多数実績があります。まずはお問い合わせください。
Q. アルミ溶接品の表面処理(アルマイト・塗装)まで一貫対応できますか?
表面処理は協力工場と連携することで一括対応が可能です。調達担当者様の手間を省くトータルサポートを提供しています。
関連記事・ページ
- アルミ板金加工・溶接サービス一覧
- アルミ厚板溶接の難所「歪み・強度不足」をどう防ぐ?t16mm対応のポイントと加工事例
- アルミ溶接・アルミ板金加工の実績紹介と加工難易度が高いとされる技術的な背景
- 品質管理体制(ISO9001)
- アルミ板金加工の事例一覧
アルミ溶接・板金加工のご相談・お見積りはこちら
石川県小松市の岩本鉄工所が、アルミ板金加工・溶接品の製作をサポートします。
板厚t1.0〜20mm・±0.5mm精度・試作〜量産まで一貫対応。
📞 0761-22-1486(8:30〜17:00 土日祝除く)